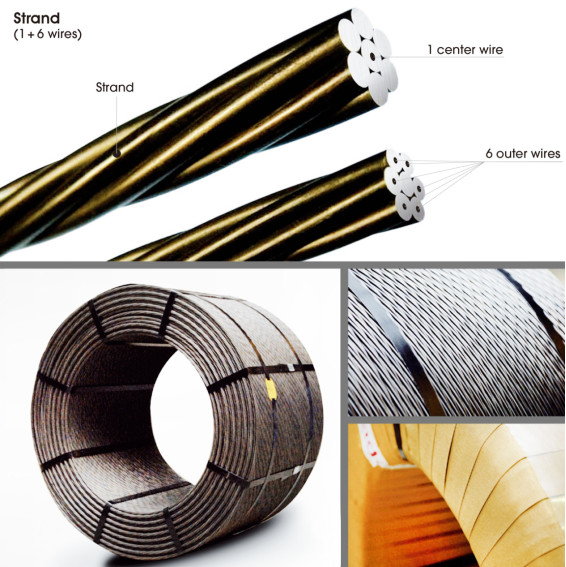
Propozycja techniczna dotycząca sprężonego drutu stalowego o niskiej stabilizacji relaksacyjnej
1. Główna specyfikacja technologii
| Specyfikacja produktu (mm) |
Φ17,8,Φ15,7,Φ15,24,Φ12,7,Φ11,1,Φ9,53 |
| Poziom siły |
1860 MPa |
| Zaprojektowana prędkość |
120m/min |
| Szybkość oceny |
110m/min |
2. Roczna tabela wyników
| Strand ø |
Powierzchnia |
Rozciągający
Wytrzymałość
|
Waga |
poziom |
Prędkość |
ciągnąć |
Produkcja |
| mm |
mm2 |
MPa |
kg/m |
mm |
m/min |
KN |
kg/h |
T/miesiąc |
t/rok |
| 9.53 |
55 |
1860 |
0,43 |
133 |
79,8 |
48 |
2399 |
978 |
11735 |
| 11.1 |
74,2 |
0,582 |
155,4 |
93 |
62 |
3527 |
1542 |
18511 |
| 12,7 |
98,7 |
0,775 |
178 |
106 |
83 |
4929 |
2340 |
28095 |
| 15.24 |
140 |
1,115 |
213 |
120 |
118 |
8028 |
3813 |
45759 |
| 17,8 |
191 |
1,5 |
250 |
70 |
160 |
6300 |
2992 |
35910 |
| 24 h/dzień * 80% * 25 dzień/miesiąc |
|
3. Główne części
3.1 Pomiń Strander 6 + 1 model JXN1250
Prędkość twistera
Prędkość obrotowa 600 RPM
Maksymalna prędkość (1×7 nici) 120 m/min
Skok (nić 1x7) 14 K
3.1.Rama szpuli
Liczba kół H 6
Średnica kołnierza 1250mm
Średnica lufy 500mm
Szerokość robocza 840mm
Całkowita szerokość 964mm
Średnica otworu 120mm
Maksymalne obciążenie 3.500 kg
Niezależna wypłata
Stojak B
C .Prowadzić
D. Kołyski
E. Łuk
F. Obudowa
G. Formowanie matryc z drutu
H. Po jednostce całkowitej
3.2 Pierwsza grupa kabestanu ciągnącego
Średnica 2000mm
Maks.ciągłe ciągnięcie 16000 kg
Maks.prędkość produkcji 120 m/min
Maks.wydłużenie 5%
Moc silnika 280 kw
Stała prędkość robocza 960 obr/min
Stała moc 900 – 1500 obr/min
zabezpieczenie termiczne silnika, przetwornica częstotliwości sterowania wektorowego ABB.
A. Koło napinające
B. Skrzynia biegów.
C. System sterowania
D. Układ hamulcowy
E. Linia uzwojenia dociskająca zacisk paskowy
3.3 Czujnik ciśnienia
Średnica koła systemu pomiaru naciągu on-line wynosi 800 mm, system znajduje się z tyłu pierwszego koła napinającego i z przodu pieca indukcyjnego, przy użyciu tego systemu można zapewnić dwóm jednostkom koła napinającego ustabilizowaną stałą kontrolę naciągu i monitorowanie i wyświetlaj dane w czasie rzeczywistym.
3.4 Piec średniej częstotliwości
Piec indukcyjny: moc 600KW, maksymalna wydajność: 9000 kg/godz., w tym chłodzenie pasma.
Moc znamionowa 600 kW
Częstotliwość znamionowa 6000 Hz
Wyprostowane napięcie wejściowe 380V (50Hz)
Napięcie znamionowe prądu stałego 500 V
Prąd znamionowy DC 1200A
Zakres mocy wyjściowej 10% ---100%
Temperatura 370-420°C
3.5 Kąpiele z wodą chłodzącą
Zbiornik wody chłodzącej ma około 9 metrów długości, należy użyć sprayu wodnego, suszarki z 4 zestawami, dmuchawy gorącego powietrza, z automatycznym systemem kontroli temperatury wody chłodzącej.
Przepływ wody chłodzącej 25m3/godz.
Temperatura wody chłodzącej poniżej 32°C
ciśnienie wody 3 bary
ciśnienie sprężonego powietrza ≧5 barów
przepływ suchego powietrza 250 Nm3/h
3.6 Drugi zespół koła napinającego
Drugi zespół koła napinającego jest skoordynowany z pierwszym kołem napinającym, aby wytworzyć napięcie nawijania.
Średnica 2000 mm
Maks.stałe napięcie 16000 kg
Maks.prędkość produkcji 120 m/min
Maks.Wydłużenie 5%
Moc 280 kw
Prędkość obrotowa 960 obr/min
Zakres prędkości obrotowej 900-1500 obr/min
Gorący wyłącznik ochronny
Przetwornica częstotliwości sterowania wektorowego ABB ABB
3.7 synchronizator JXN90-5
Na zespole synchronizującym znajdują się dwie rolki, jedna na stojaku synchronizującym, druga na ramieniu tanecznym.Układ pneumatyczny zapewnia ciśnienie wsteczne i do przodu, które można regulować ręcznie.Dzięki różnym średnicom splotów można uzyskać różne naprężenia synchronizujące.Jeden ustawiony czujnik położenia przekazuje informację o położeniu ramienia tanecznego do falownika szpuli odbiorczej, aby kontrolować prędkość, aby upewnić się, że ramię taneczne działa pośrodku.
3.8 CPJXN125A-11A Jednostka odbiorcza/odbiorcza
Wymiary dwóch stałych szpul
Średnica zewnętrzna 2800 mm
Wewnętrzna średnica 1200 mm
Szerokość 1500 mm
3.8.2 Maksymalna waga załadunku: 2
3.9 JXN90-5 Jednostka synchronizująca
Dwie rolki, jedna na stojaku synchronizującym, druga na ramieniu tanecznym.Układ pneumatyczny zapewnia ciśnienie zwrotne i do przodu,
które można regulować ręcznie.Dzięki różnym średnicom splotów można uzyskać różne naprężenia synchronizujące.Jeden ustawiony czujnik położenia przekazuje informację o położeniu ramienia tanecznego do falownika szpuli odbiorczej, aby kontrolować prędkość, aby upewnić się, że ramię taneczne działa pośrodku.
3.10 Precyzyjna maszyna do nawijania : JXN90-6
Zakres średnicy nici 9,53-17,8 mm
Precyzyjne nawijanie Zakres średnic nici 9,53-17,8 mm
Wewnętrzna średnica 800mm
Średnica zewnętrzna kołnierza 1650mm
szerokość 750mm
Maks.Obciążenie 4.500 kg
Numery rowków 8
Maks.siła przewijania 600 kg
Skok trawersu 9-18mm
Szablony prowadzenia nici Dostarczamy 5 kompletów szablonów prowadzących według następujących specyfikacji: 15,7, Φ15,24, 12,7, Φ11,1, Φ9,53.
Maks.Prędkość 300m/min
Silnik uzwojenia
Silnik uzwojenia Silnik AC MAIN chłodzony jest pojedynczym wentylatorem pracującym ze stałym momentem obrotowym/stałą mocą o mocy 45 kW
Kontrolowane przez: konwerter sterowania wektorowego ABB.
Silnik jezdny
Silnik trawersowy pracujący ze stałą mocą 1,5 kW
Zabezpieczenia termiczne sterowane przez konwerter ABB Vector-control
Napęd i sterowanie dla linii żył PC
4.1 System sterowania zawiera szafę sterowniczą.Stopień ochrony to IP23.
4.2 Szafa jest SZAFĄ DWUSTRONNĄ, malowaną na kolor RAL 7032, szary
4.3 Ilość i wymiar poda dostawca..
4.4 Przetwornica częstotliwości ABB
4.5 System chłodzenia składa się z wentylatorów i siatek filtrujących.Szafy powinny być umieszczone w klimatyzowanym pomieszczeniu, w którym max.temperatura niższa niż 30°C – wilgotność niższa niż 40%
Wejście zasilania głównego i systemu sterowania wchodzi od dołu szafy sterowniczej.
4.6 Standardy GB4.7 Kabina składa się z:
Wyłącznik główny z bezpiecznikami
Konwerter ABB
pętla pomocnicza
4.8 Zasilacze
Zasilanie: trójfazowe 380V 50 Hz
Zasilanie: jednofazowe 220V 50 Hz